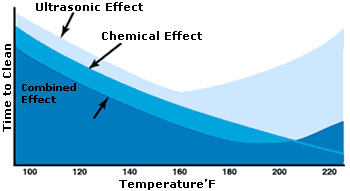
| Although the cavitation effect is maximized in pure water at a temperature of approximately 60 deg C, optimum cleaning is often seen at higher or lower temperatures because of the effect that temperature has on the cleaning chemical.
As a general rule, each chemical will perform best at its recommended process temperature regardless of the temperature effect on the ultrasonics. For example, although the maximum ultrasonic effect is achieved at 60°C, most highly caustic cleaners are used at a temperatures of 70 °C because the chemical effect is greatly enhanced by the added temperature. Other cleaners may be found to break down and lose their effectiveness if used at temperatures in excess of as low as 50°C. The best practice is to use a chemical at its maximum recommended temperature not exceeding 60°C. |